Meyer Italy is the Italian branch office of Meyer Corp, a world leader in the optical sorting machine industry. For more than 30 years, Meyer has been dedicated to safeguarding the food safety and quality of industrial products.
The company, with the support of the parent company offers a complete service, accompanying the customer throughout the sales and after-sales process, from design to installation, commissioning and maintenance.
Meyer Italy strives to reconcile the customer’s needs with the technology of its machines to offer customized and tailor-made solutions.
Meyer’s strength is its constant investment in research and development. The company has more than 350 engineers in its research and development center, working to offer customers the best solutions in terms of innovation, safety and sustainability.
Manufacturing
Completely in-house production to ensure the highest quality but above all to guarantee a replacement of every component throughout the lifetime of the machines.
Manufacturing
Completely in-house production to ensure the highest quality but above all to guarantee a replacement of every component throughout the lifetime of the machines.
Technology
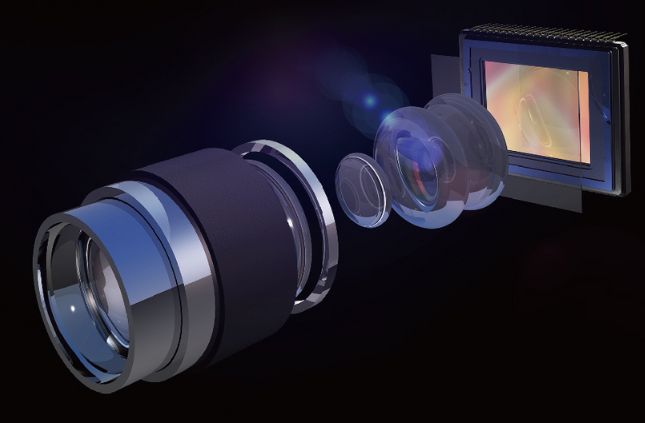
Quad-cam system
One/two InGaAs cameras per gutter that accurately identify impurities. Two real 5400 px RGB cameras that accurately analyze product morphology.
Maglev 3.0 ejection system
More than 30 years in the industry, with a solid facility to help and follow you.
ARTIFICIAL INTELLIGENCE
Integrated connection system
Possibility of remote connection.
PID control system
Auto-regulates material input to prevent voids or machine blockages.
PID control system
Ventilation performed on the vibrating table, prior to product drop.
Meyer's Deep Learning
Deep Learning is an artificial intelligence system that mimics how the human brain works to process large amounts of data and make predictions with close to 100 percent accuracy. Meyer’s Deep Learning platform leverages a database of high-resolution images of impurities and defects to “train” the software. The system can extract complex information from multidimensional data, such as color, shape, surface, and density, to identify and classify materials for removal with high accuracy.